- Salon des Séniors 2025
Le Musée de l’Électricité Hippolyte Fontaine a participé, les 10 et 11 avril 2025, au Salon des Séniors en tant qu’association pour se faire connaître du public, présenter ses activités et susciter des visites individuelles ou en groupe.
Les bénévoles de l’Association pour la Connaissance de l’Électricité et de la Lumière (ACEL) se sont relayés au cours de ces deux journées afin de donner toutes les explications nécessaires à un public très intéressé.
Les visiteurs du stand se sont succédé tout au long de ces deux journées. Ils se sont montrés très intéressés, notamment pour visiter le Musée, et ont posé beaucoup de questions sur nos activités.
La présentation faite au public au cours de ces 2 journées préfigure l’exposition qui aura lieu au Musée les 17 et 18 mai prochain sur le thème “La chaleur du solaire à l’électricité” au cours de laquelle sera présenté le four solaire inventé par Augustin Mouchot au 19ème siècle.



Ci-dessus, quelques photos de ces journées.
Continuer la lecture → - FÊTE DE LA SCIENCE 2024
Nous avons participé à la Fête de la Science à la Faculté des Sciences, Bâtiment Gabriel, Boulevard Gabriel à Dijon, les 12 et 13 octobre 2024. Cet événement est organisé au niveau national et par le Pavillon des Sciences BFC. Environ 1500 personnes ont fréquenté les lieux ce week-end.
Le Musée de l’Électricité Hippolyte Fontaine a présenté des animations sur le thème de la lumière, thème développé tout au long de l’année. Cette manifestation est suivie par de très nombreuses familles accompagnées de jeunes enfants. Pour ceux -ci nous proposions des jeux : cubes, questionnaire sur les sources de lumière et un mot croisé spécialement créé pour l’occasion. Pour accompagner l’exposition sur les lanternes SNCF et les piles Wonder, Jean Paul proposait aux enfants de réaliser une pile Volta qui éclairait une petite Led. Toutes ces animations ont connu un réel succès, récompense de notre gros travail de préparation et du temps passé sur place.
Nous allons nous remettre au travail pour trouver de nouvelles idées pour l’année prochaine.
CC- JP
Continuer la lecture → - Évolution des disques rigides de lecture et d’enregistrement
Les disques 78 tours comportent des gravures dans des sillons qui font vibrer un récepteur via une aiguille : le son résonne dans le boîtier. Certains appareils comportent un joli cornet extérieur. La rotation du disque est actionnée par un ressort remonté à la main ce qui rend l’appareil portable et autonome pour écouter les musiques en plein air mais les disques sont lourds et les aiguilles métalliques doivent être affutées régulièrement et changées ainsi que celles en fibre de bambou.
L’aiguille de lecture a un rayon de courbure plus grand que le sillon afin de ne pas creuser le fond du sillon et son rayon est moins grand pour ne pas sortir du sillon (par exemple pour un 78 tours : 63 micro mètre pour une aiguille et 38 pour le fond du sillon). L’aiguille contacte les bords formés du sillon ce qui génèrent des vibrations transmises au récepteur. Pour un 78T, le nombre de sillons est de 31 à 48 par cm et pour un microsillon de 80 à 120 par centimètre. Nota : un cheveu moyen mesure 60 micromètres.
Les aiguilles en métal produisent des particules qui peuvent s’incruster dans le disque et le dégrader. La qualité des aiguilles permet de transmettre des sons de qualité notamment pour des fréquences supérieures à 5000 Hz. Les matières des aiguilles de lecture ont évolué vers le saphir et le diamant offrant une durée de vie plus longue d’utilisation et de qualité d’audition.
Puis l’électricité permet de motoriser la rotation, d’automatiser le démarrage-arrêt, de régler la puissance des hauts parleurs. L’aiguille est connectée à une cellule piézoélectrique puis magnétique qui est encore plus sensible. L’appareil utilise l’énergie du secteur électrique sauf pour les manges disque qui fonctionnent sur piles.
Les supports s’allègent en passant de la bakélite (papier plus résine phénolique) pour les 78 tours aux disques en vinyle (matière plastique depuis 1948) dénommés 33 et 45 tours qui sont toujours lus au moyen d’une aiguille. Puis apparaissent les disques compacts CD vers 1982 qui sont lus par un rayon laser optique donc sans usure du support. Le support contient plus d’informations gravées car la largeur du sillon est de l’ordre du micromètre ; le support est en aluminium moulé par du polyester de même coefficient de dilatation que l’aluminium. L’ensemble est plus léger et plus petit.
Le poids des disques diminue pour un 30 cm en bakélite de 350 grammes et 30 cm de diamètre pour un 78T à 150 g pour un 33T en vinyle ; le 45T en vinyle passe à 38 g et 17.5 cm de diamètre ; le DVD passe à 16 g et 12 cm de diamètre (la longueur gravée des sillons peut atteindre 6.4 Km. La largeur de la surface gravée augmente en se rapprochant du centre du disque car un tour correspond à une longueur d’enregistrement plus courte.
Les durées de lecture et d’écoute augmentent au fur et à mesure de ces innovations : pour un 33T, la plage de durée atteint 26 minutes pour une largeur gravée de 70 à 76 millimètres (partie du diamètre) pour 8 chansons ; pour un 45 T de 2’40’’ à 3’50’’ pour une largeur gravée de 23 à 30 millimètres pour une à deux chansons ; pour un DVD de chansons jusqu’à 45’ pour 20 chansons et une largeur gravée de 35mm.
D’autres supports ont été créés et utilisés pour enregistrer des voix, des sons et des musiques via un micro équipé d’une membrane sensible. Ce fut des supports cylindriques ; des disques métalliques ; des supports magnétiques sous forme de bande bobinée dans un boîtier plastique (K7), des cartons perforés comme pour les musiques des orgues de barbarie.
Certains appareils sont connectés au secteur électrique ou sont autonomes par des piles (Walkman).
Alain Dermenjian juillet 2024
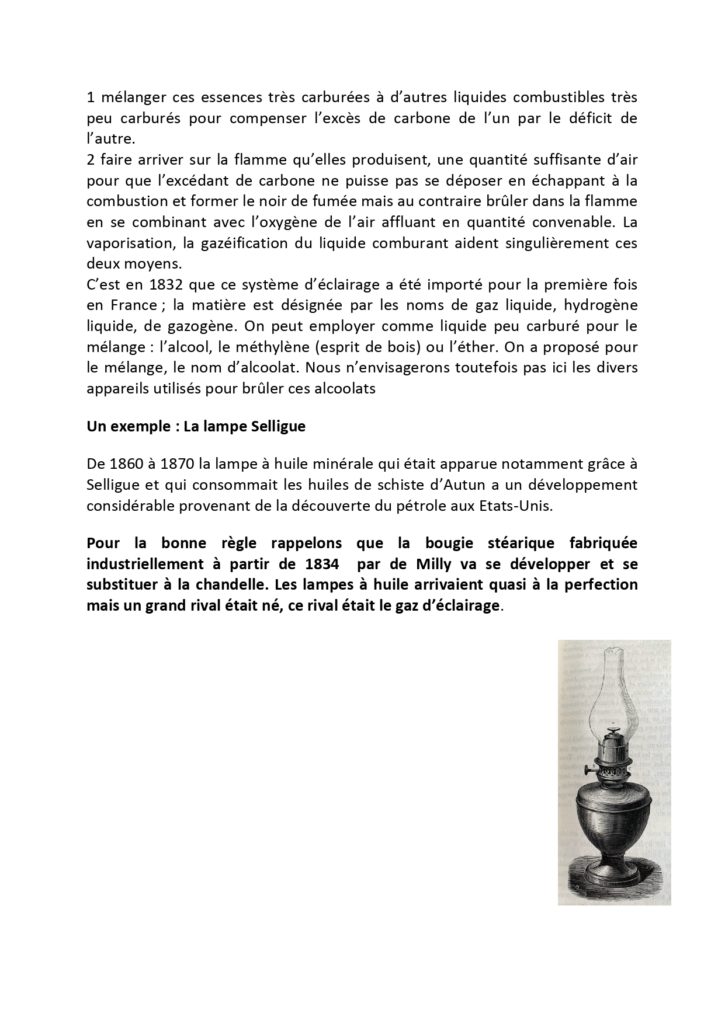
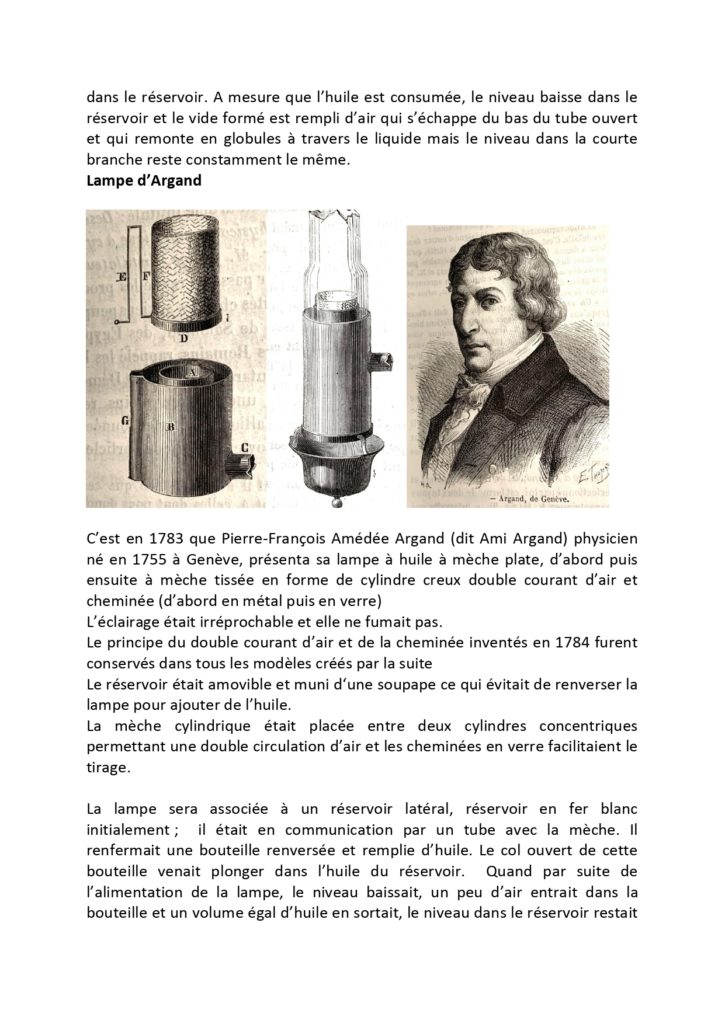
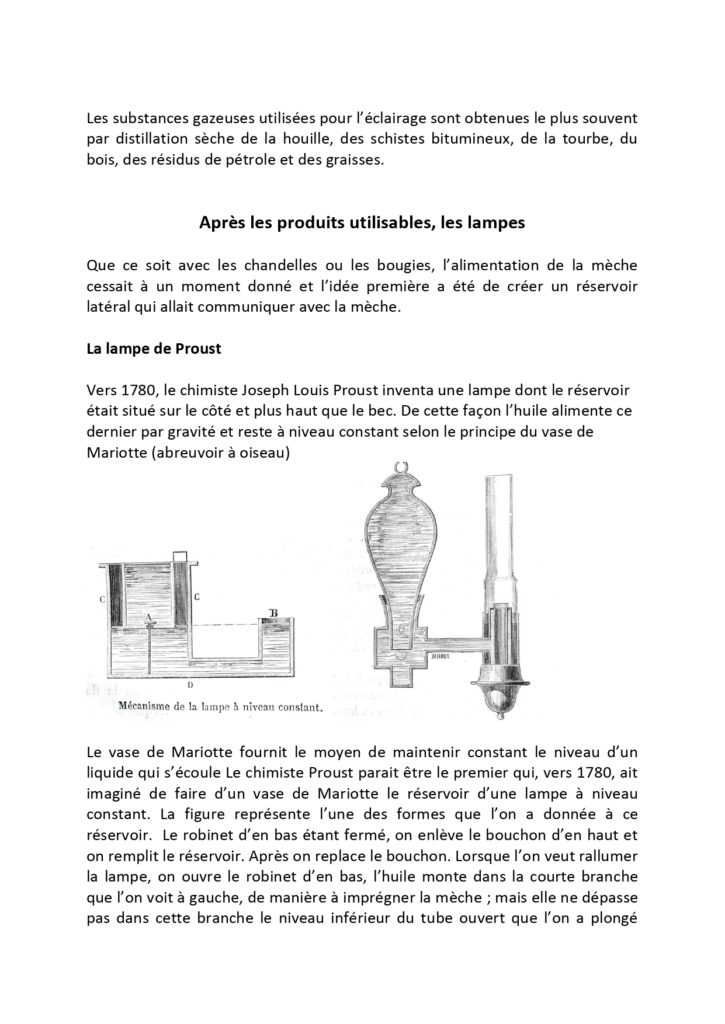
Continuer la lecture → - De la lampe à huile au bec de gaz : des siècles de lumière
Alexandre Legros





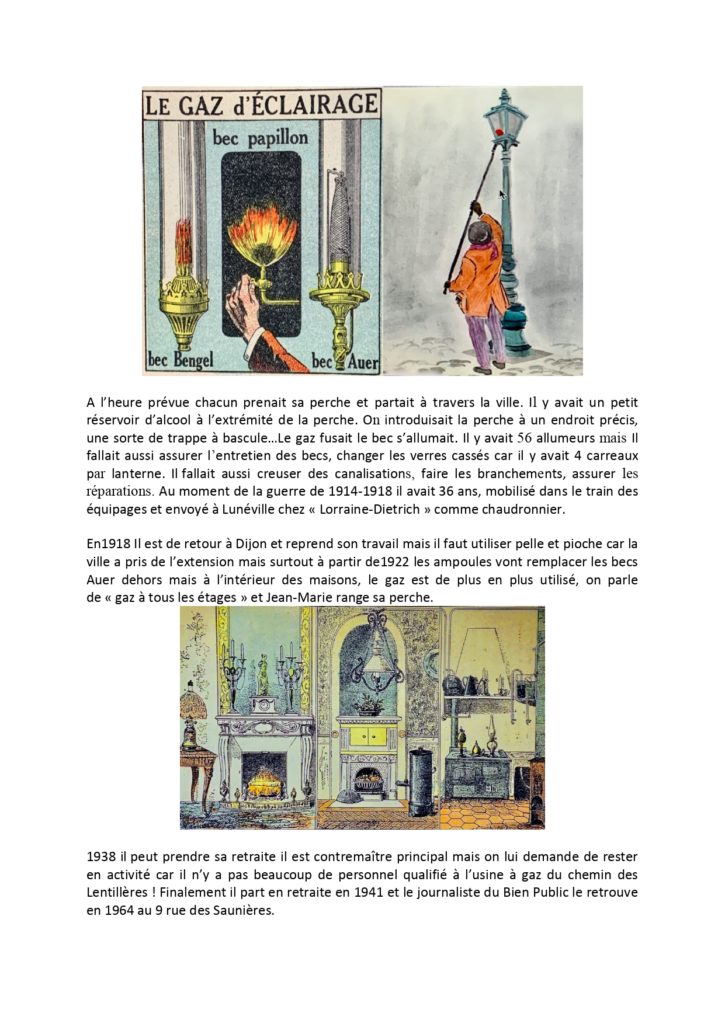
Allumeur de réverbères

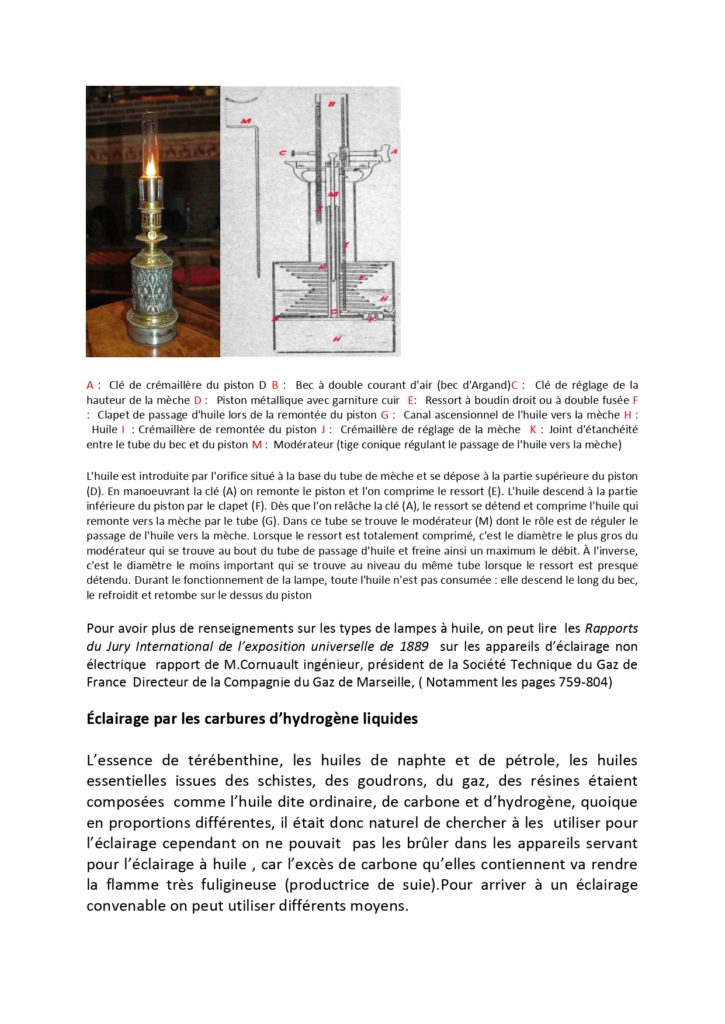
De la bougie au bec de gaz















Les hommes du gaz
Désolé, rien trouvé.
Les rues de Dijon
Désolé, rien trouvé.
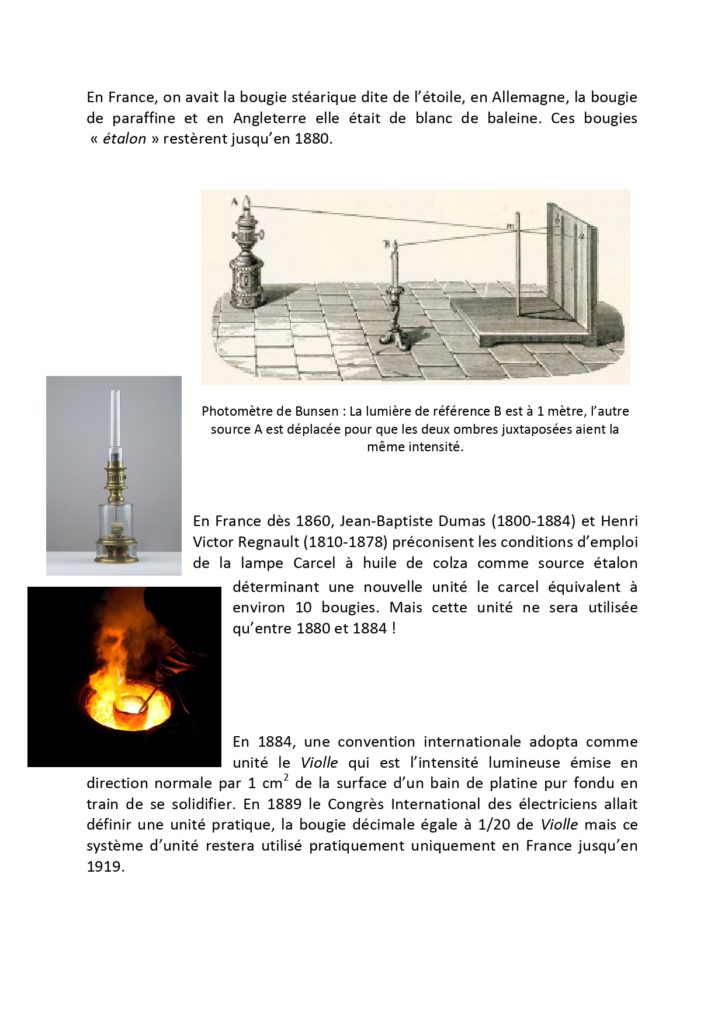
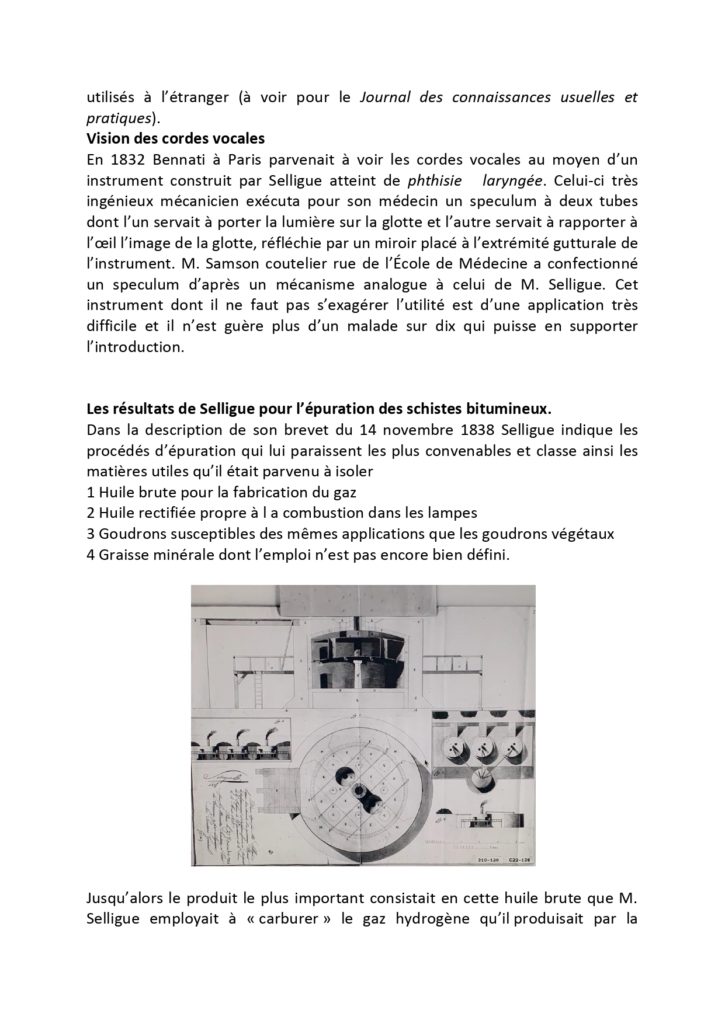
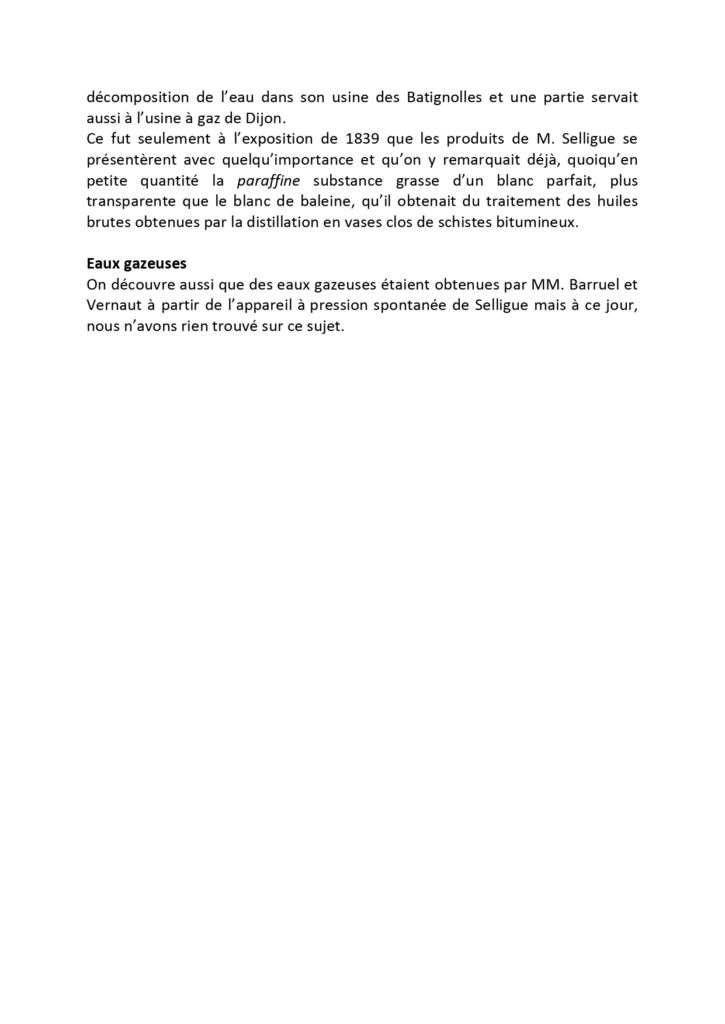
Mesurer la lumière




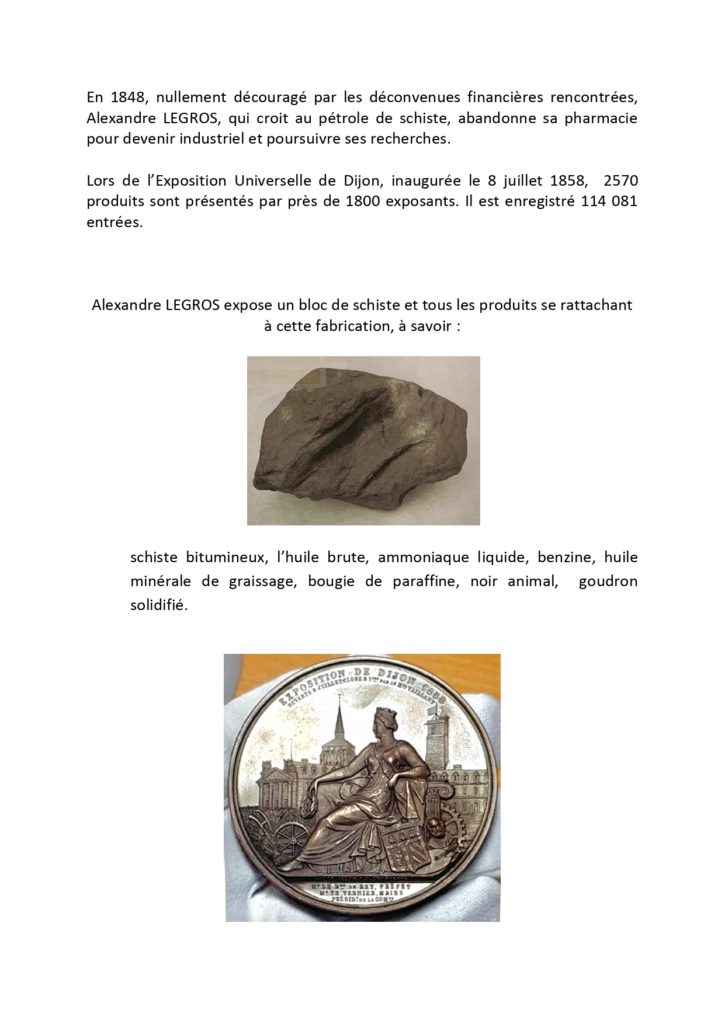
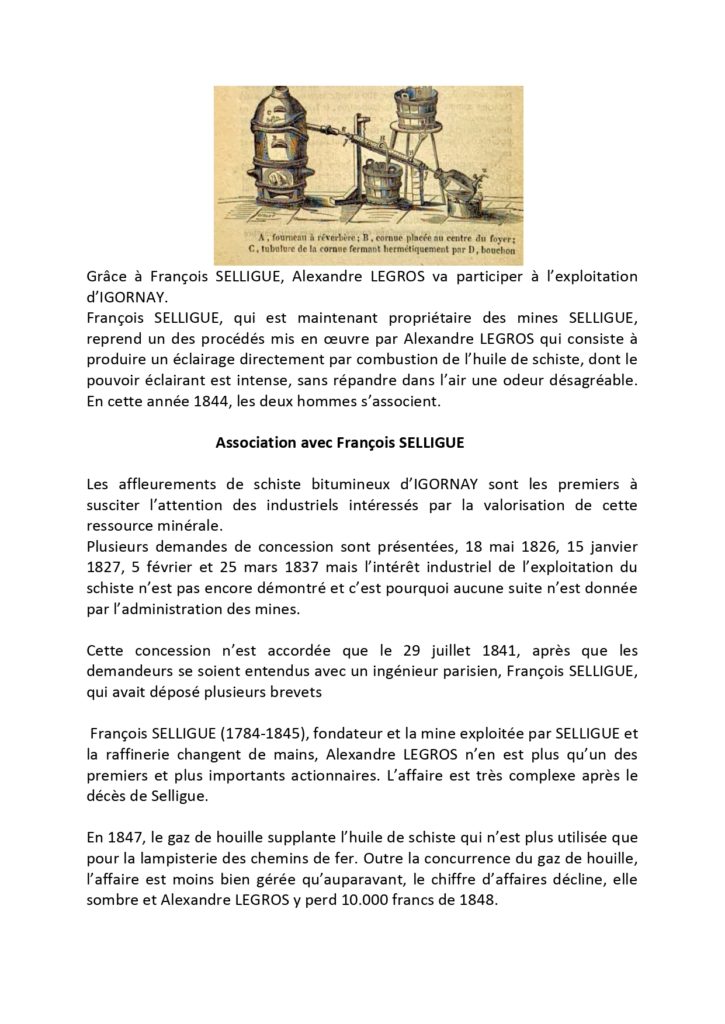
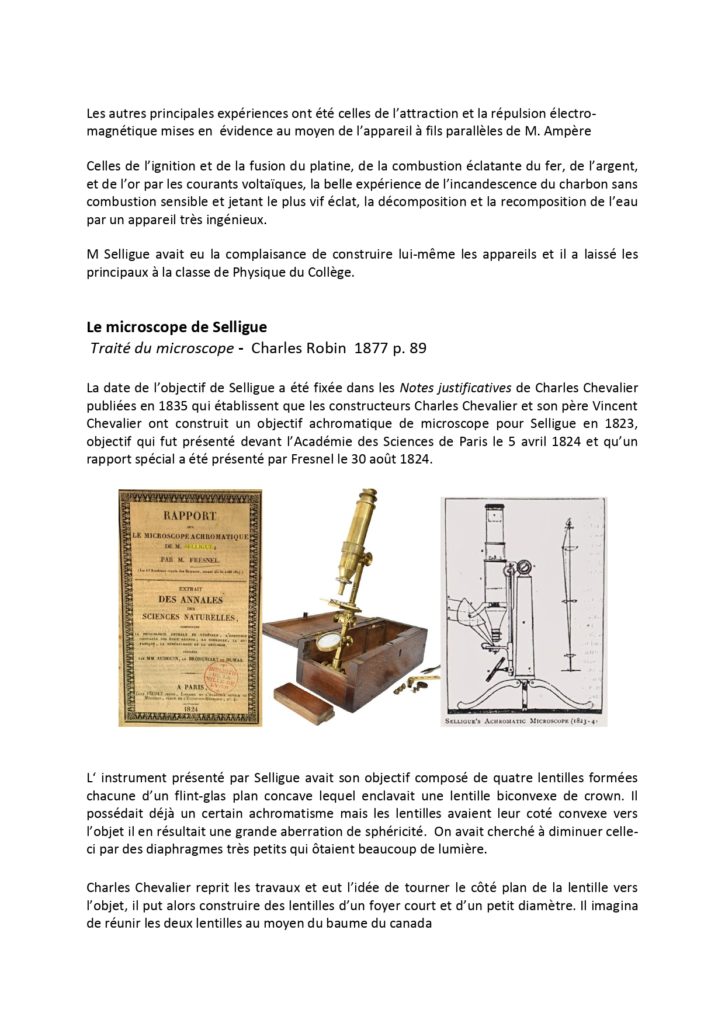
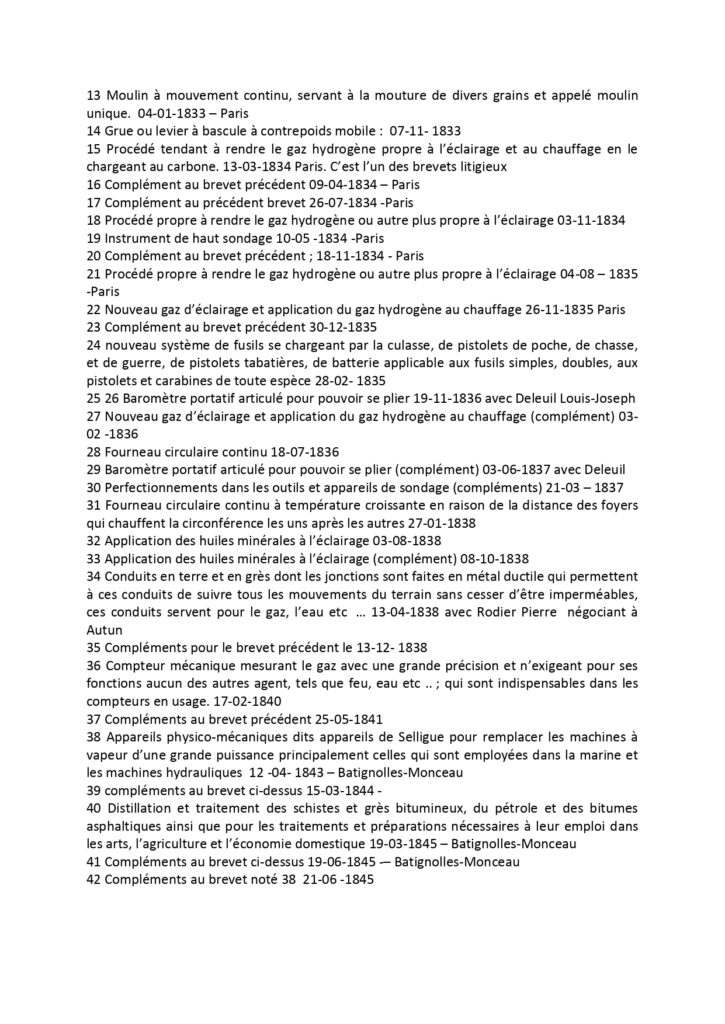
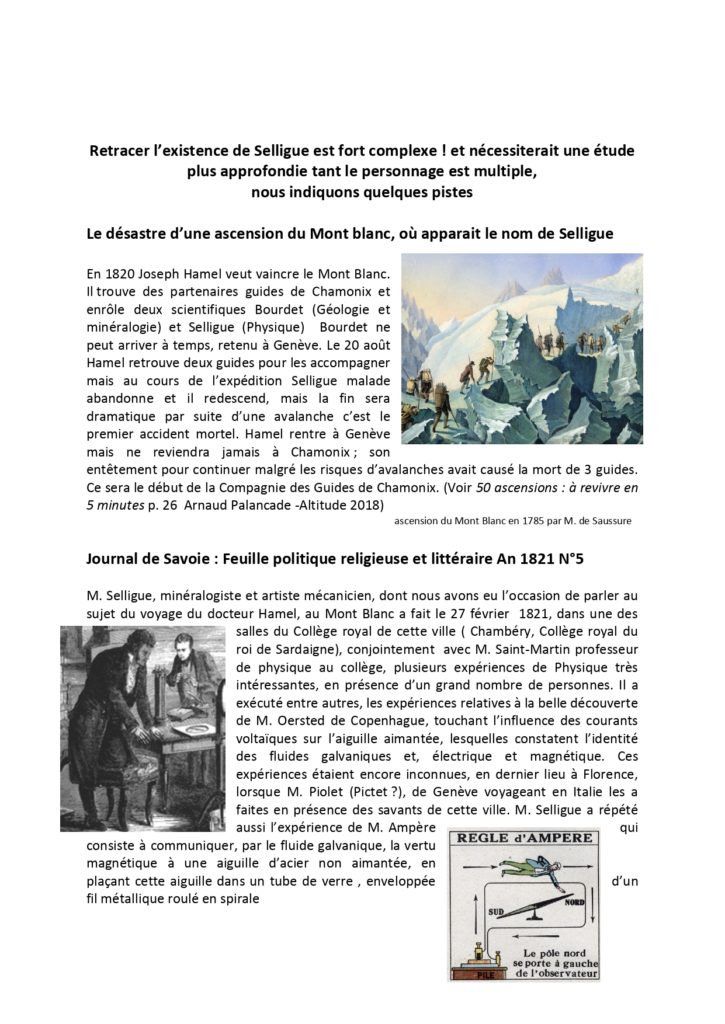
Qui était Alexandre François Selligue ?
Continuer la lecture →








- LA LUMIÈRE D’HIER A AUJOURD’HUI
Le Musée de l’électricité Hippolyte Fontaine vous propose de visiter l’exposition qui retrace l’éclairage de villes dont Dijon depuis les lanternes du 16ème siècle jusqu’aux lampes électriques du 20ème siècle en passant par les becs de gaz. L’histoire du dernier allumeur de réverbères est racontée.
Des panneaux présentent cette histoire et des vidéos expliquent le fonctionnement de quelques matériels d’éclairage.
Ouverture le samedi 22 et dimanche 23 juin de 14 à 18h

Quelques photos de l’exposition
Continuer la lecture →

























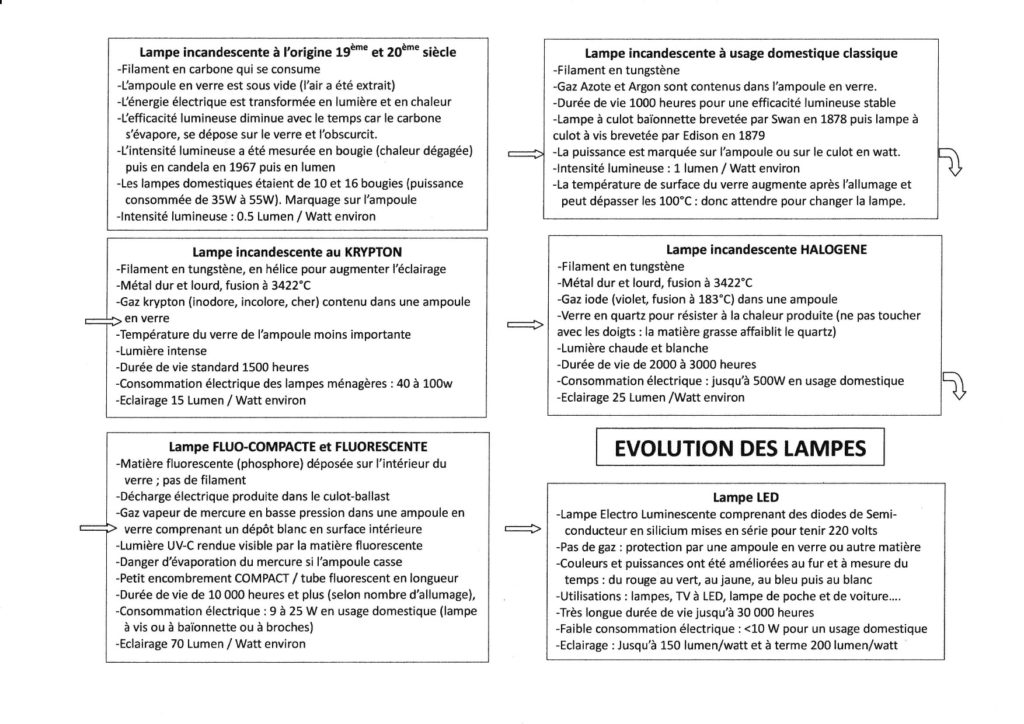
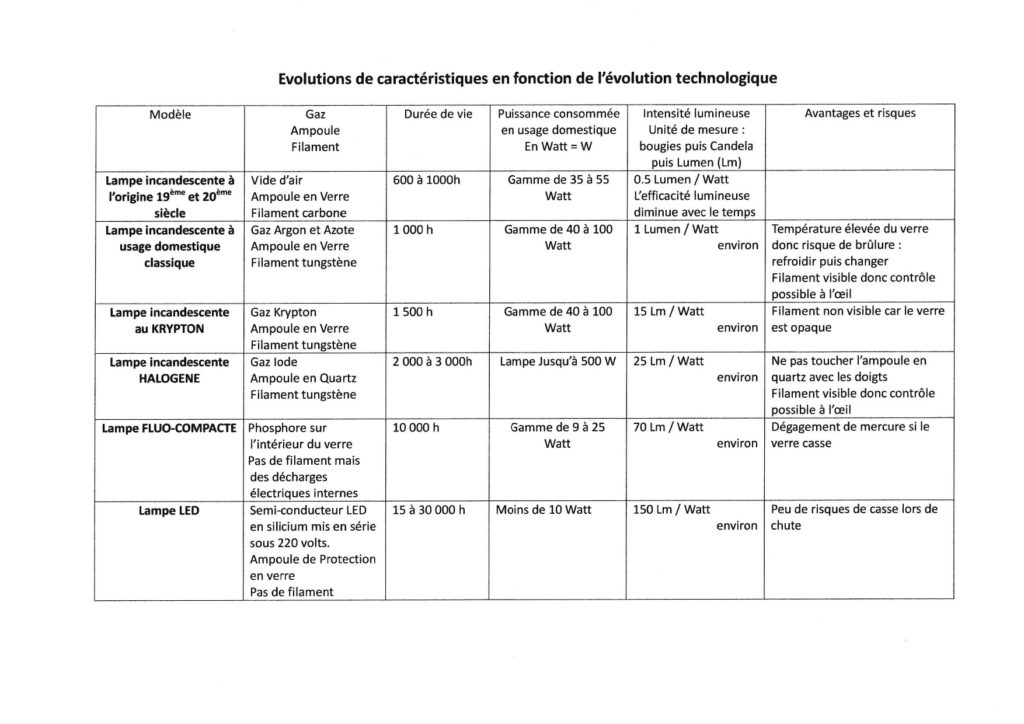
- L’évolution des lampes d’éclairage
Les technologies des lampes électriques d’éclairage ont évolué par étapes au cours des années, ce que schématisent les grandes familles présentées dans le premier tableau. Dans le deuxième tableau, les évolutions des caractéristiques des lampes électriques d’éclairage se caractérisent par l’augmentation de la durée de vie, la diminution de la puissance consommée, l’augmentation de l’intensité lumineuse.
Au Musée, vous pouvez voir toutes ces lampes électriques d’éclairage.
Continuer la lecture →

- Le CEA VALDUC fait honneur au Musée de l’Électricité
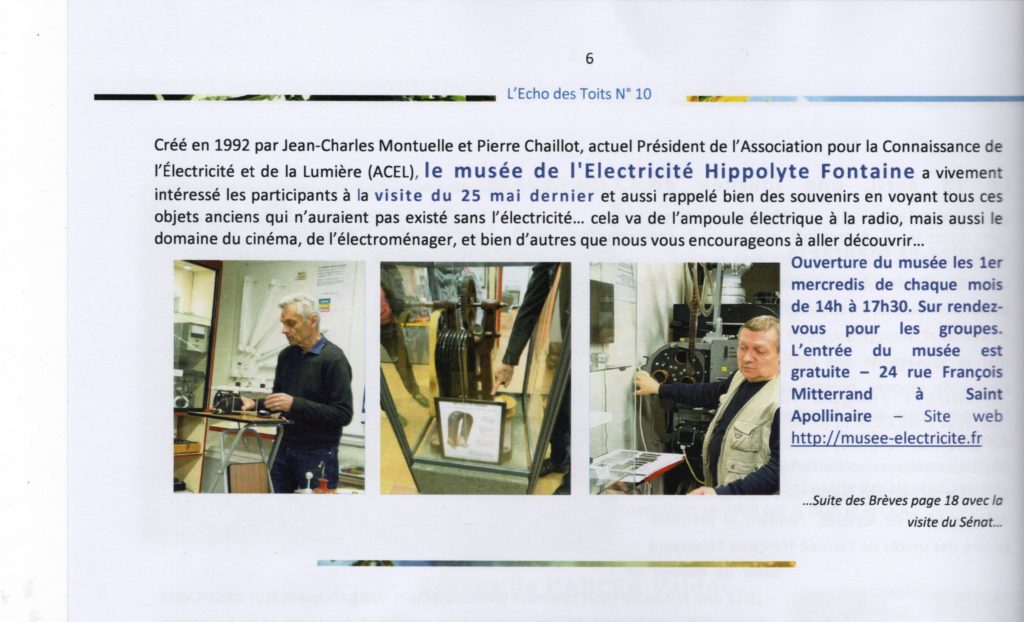
Le 25 mai dernier, de nombreux membres de l’Association des Retraités du CEA-VALDUC ont visité le Musée de l’Électricité de Bourgogne.
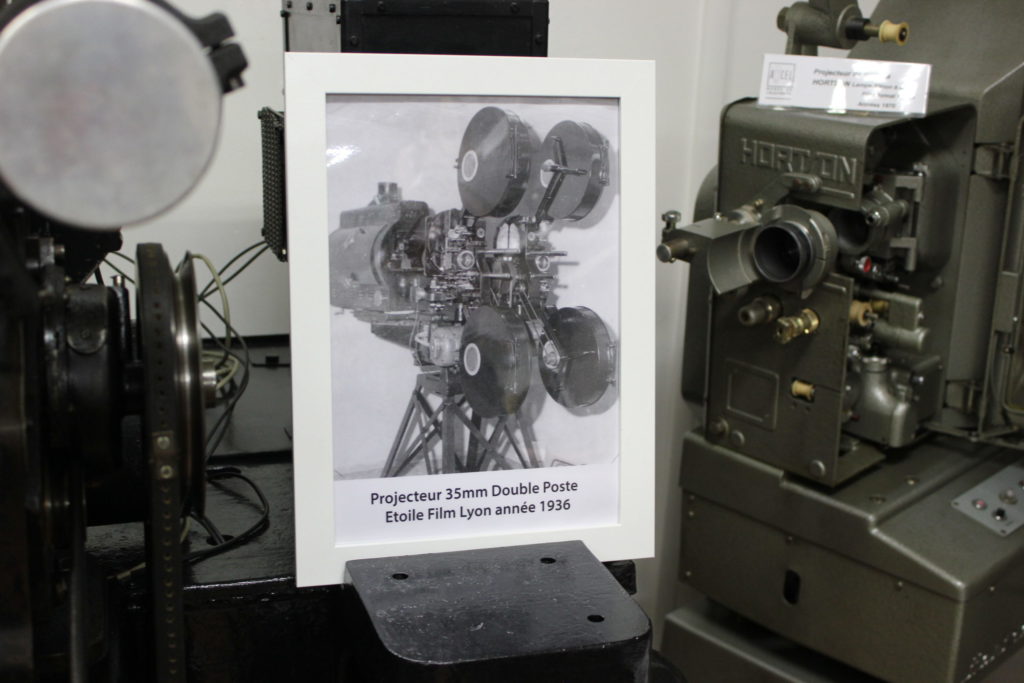
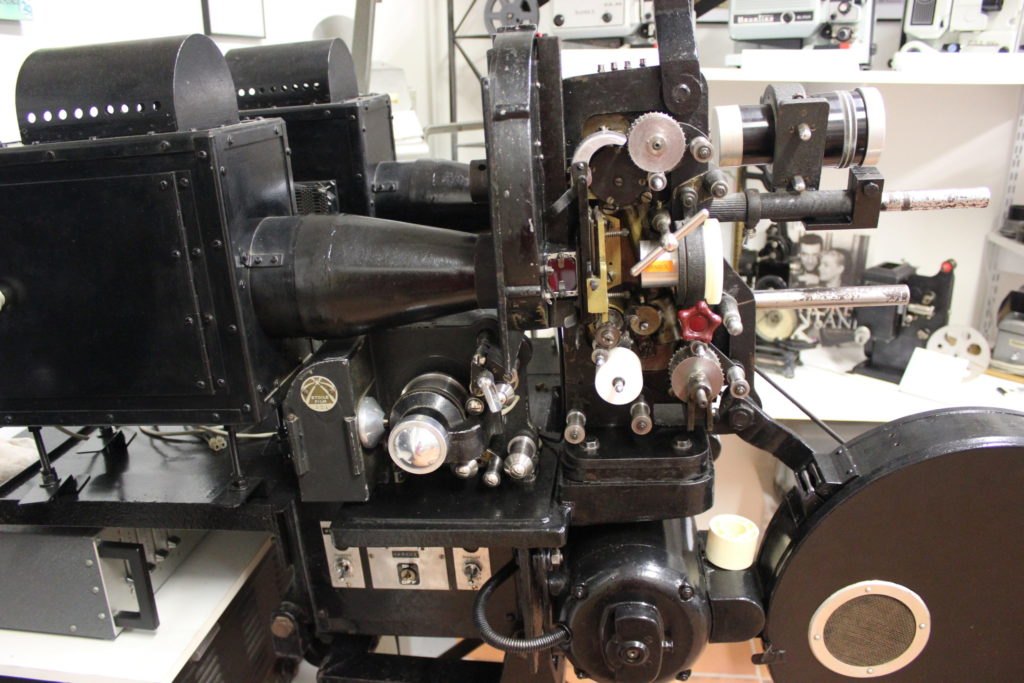
Ils ont pu découvrir notamment la mise en application des Lois d’Ampère présentée par Michel Jannin et une belle rétrospective des appareils cinématographiques anciens expliquée par Yves Goudier.
Cette visite a été diffusée dans la revue “L’Écho des Toits” consacrée à cette association.
Continuer la lecture →
- FÊTE DE LA SCIENCE 2023
La Fête de la Science, édition 2023, a été marquée par la présentation sur deux sites des techniques cinématographiques et des techniques optiques, exposition réalisée par le Musée.
En effet, le Musée de l’Électricité de Bourgogne a pu présenter cette exposition non seulement au Musée mais aussi à la Faculté des Sciences Gabriel à Dijon les 14 et 15 octobre 2023.
Ce sont plus de 1500 personnes qui ont défilé dans les locaux de la Faculté des Sciences. Nous présentions des appareils de cinéma, l’histoire du cinéma en France, la pellicule, Kodack et Pathé.
Revenons sur ces journées en images.








Le Pavillon des Sciences nous a transmis une vidéo que vous pourrez découvrir en suivant le lien suivant :
https://www.facebook.com/pavillon.dessciences/videos/1322732828356360
Crédit photo ACEL 21, Édouard BARRA
Vous pourrez découvrir, ci-dessous, l’intégralité des panneaux de cette exposition réalisée par Michel Pauty.
- Animer les images

- Colette
Désolé, rien trouvé.
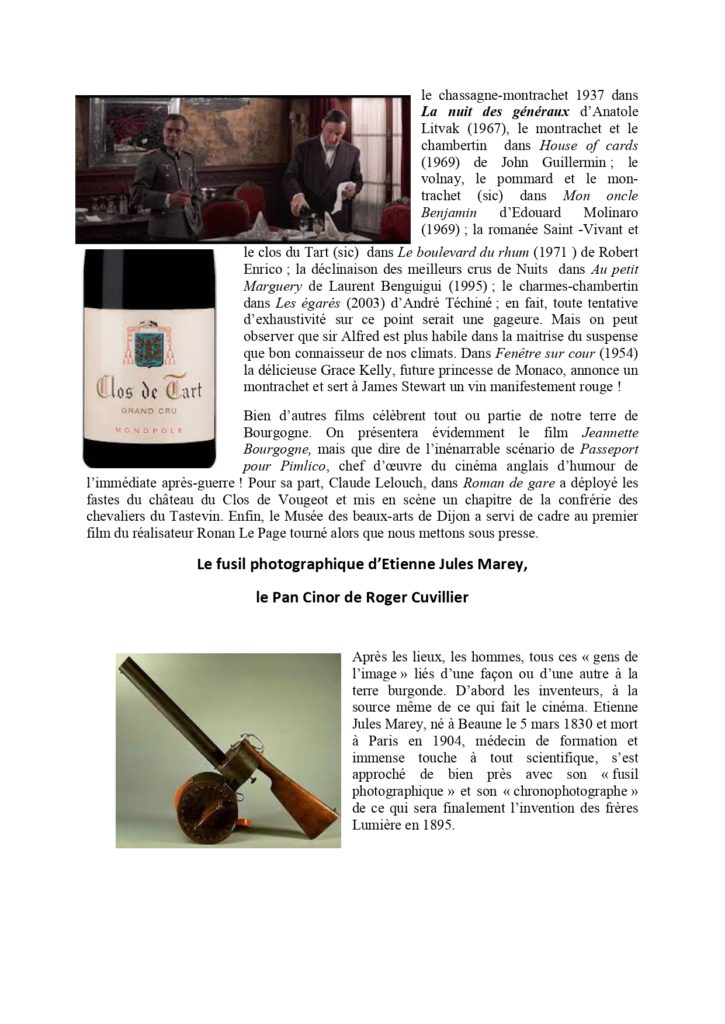
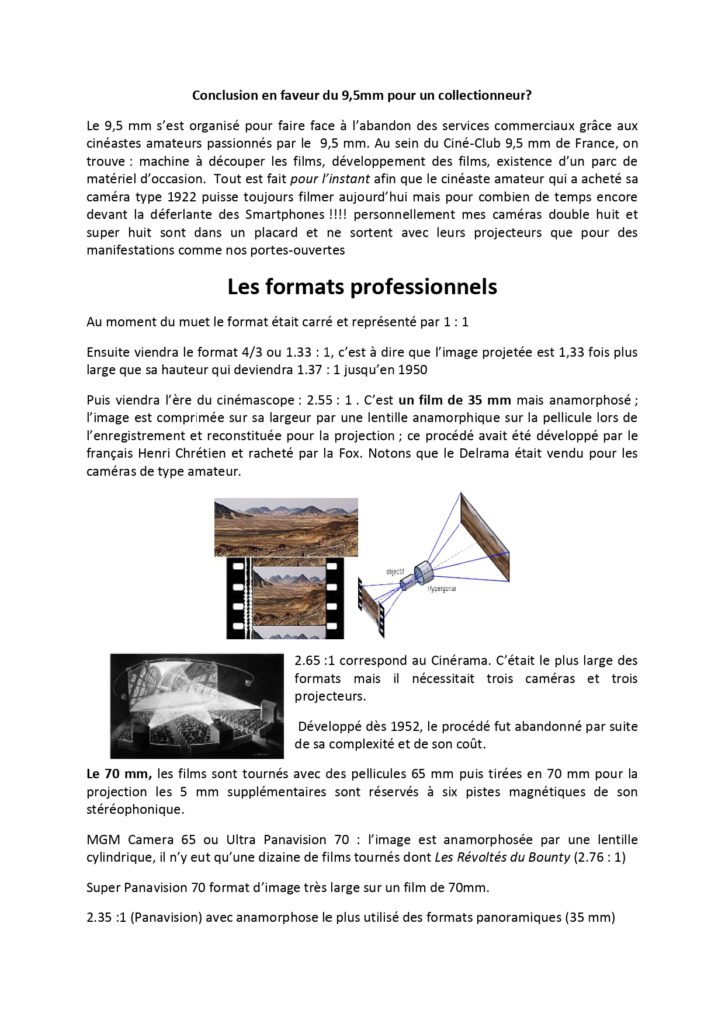
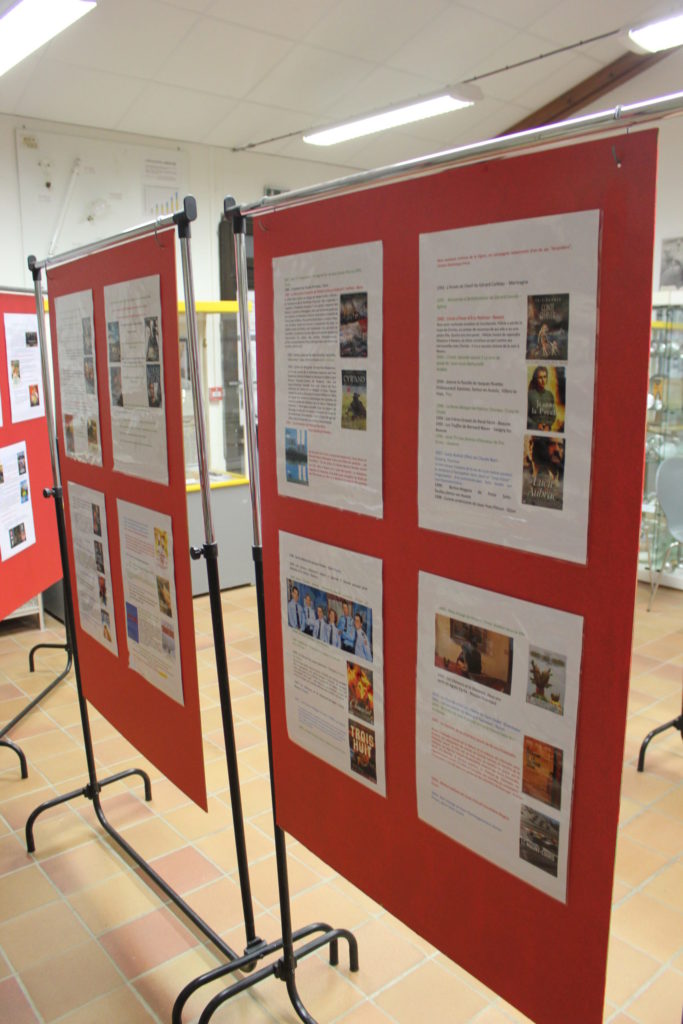
- Films tournés en Bourgogne




















- La Bourgogne, pays du cinéma




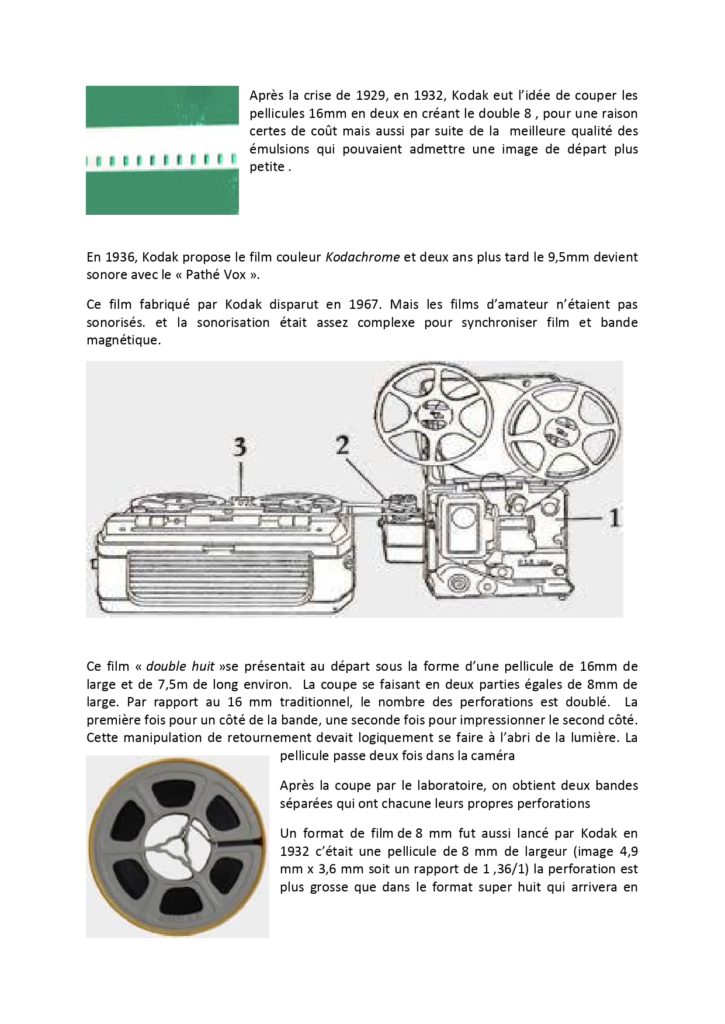
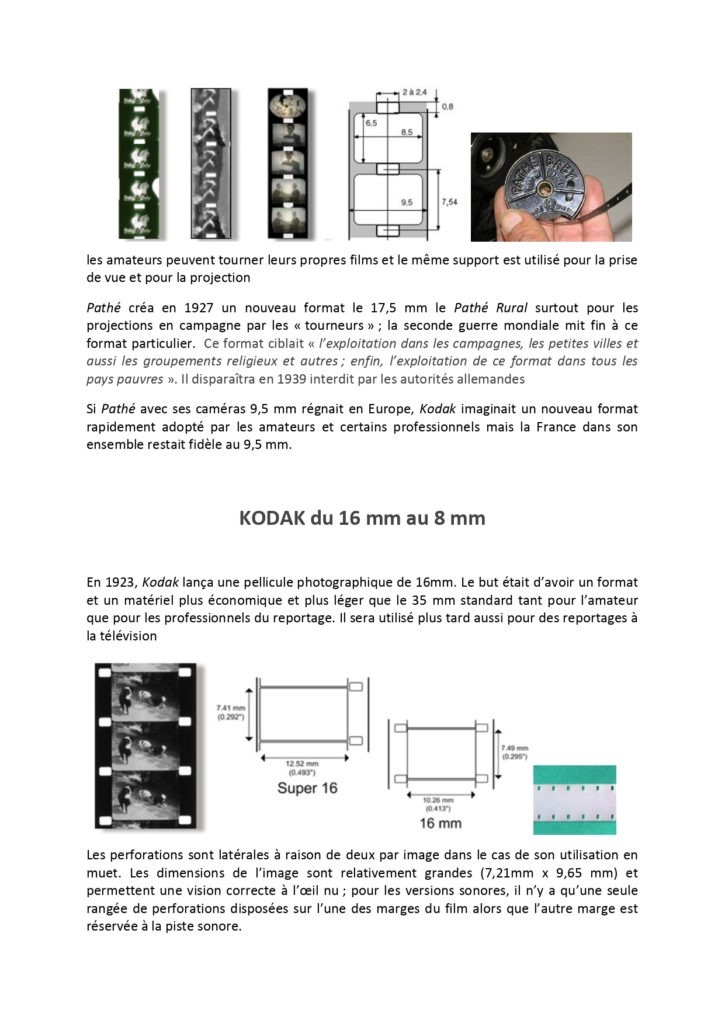
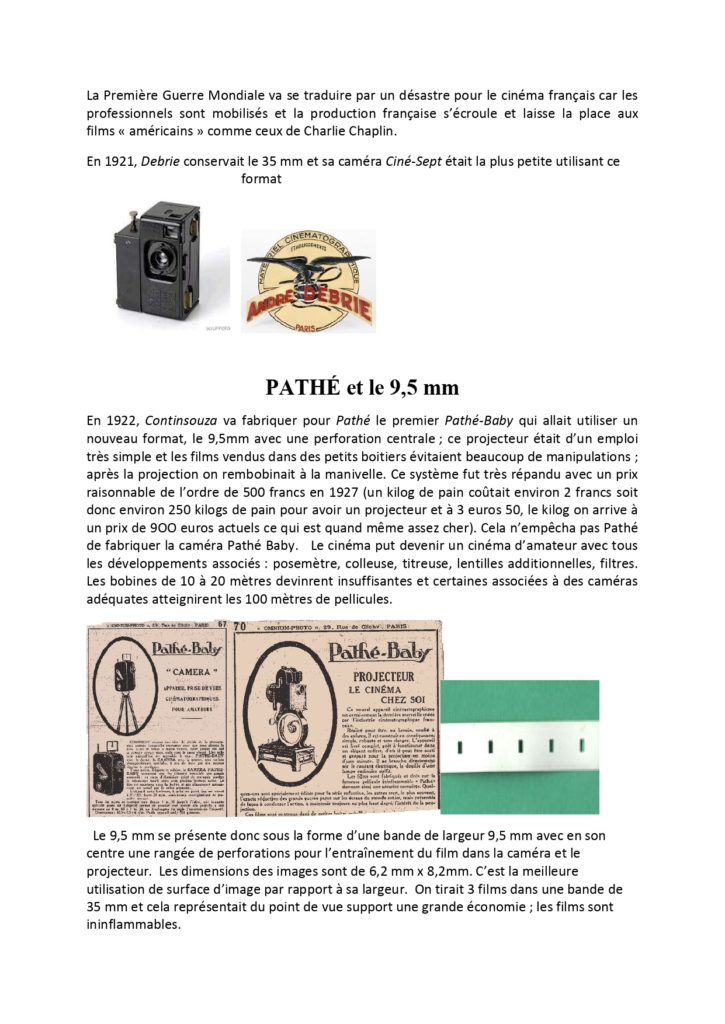
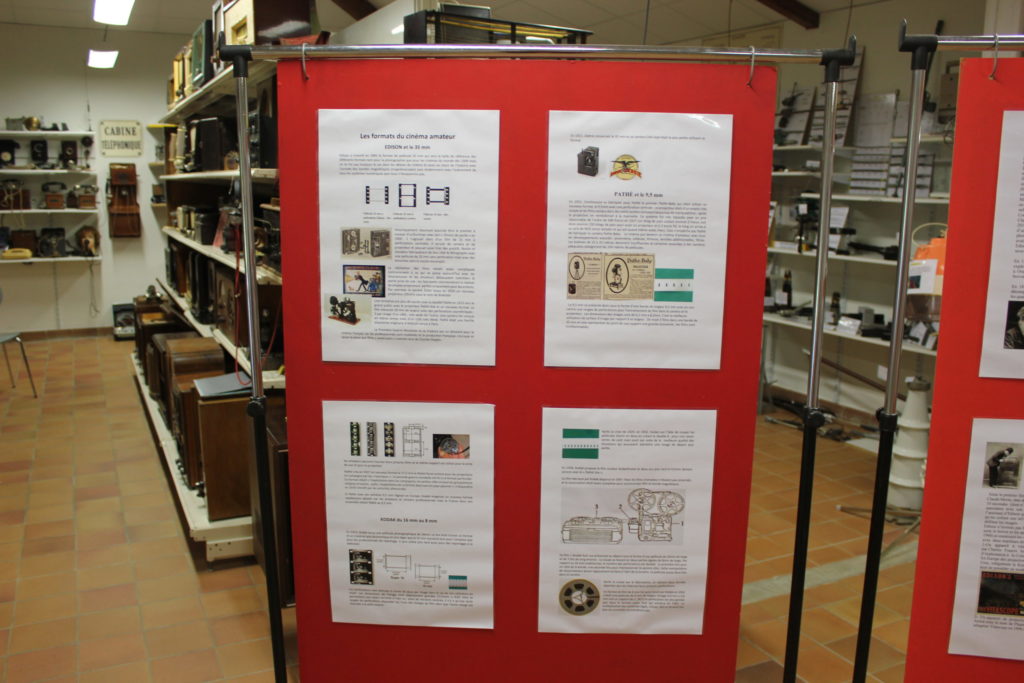
- Les formats du cinéma amateur








- Les Pieds Nickelés
Désolé, rien trouvé.
- Marcel Jean Massu
Désolé, rien trouvé.
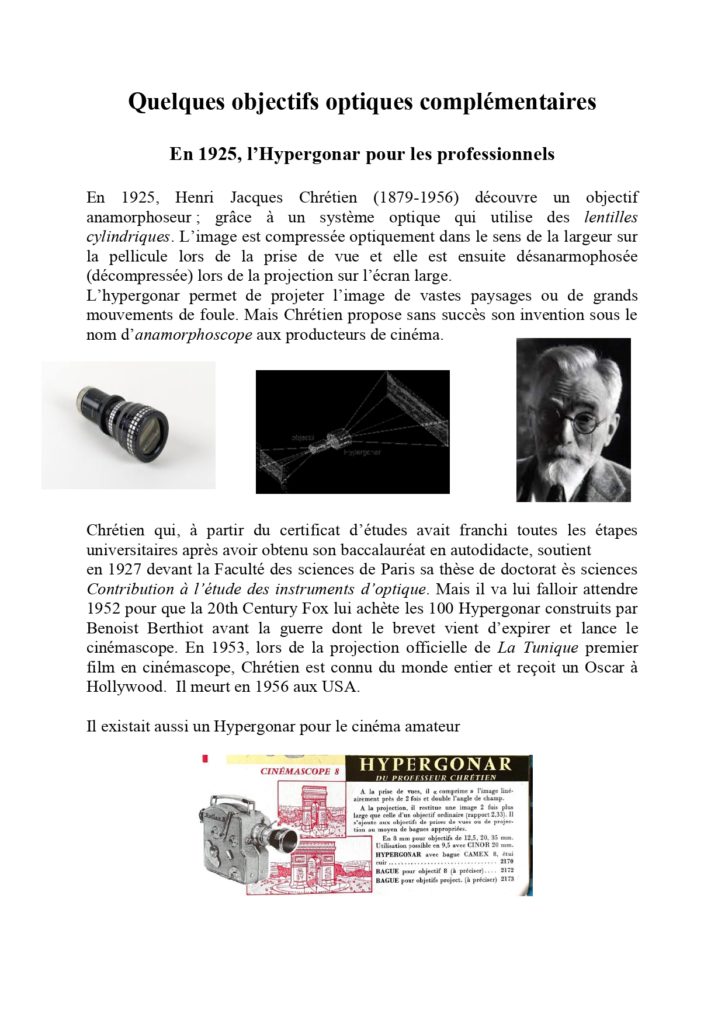
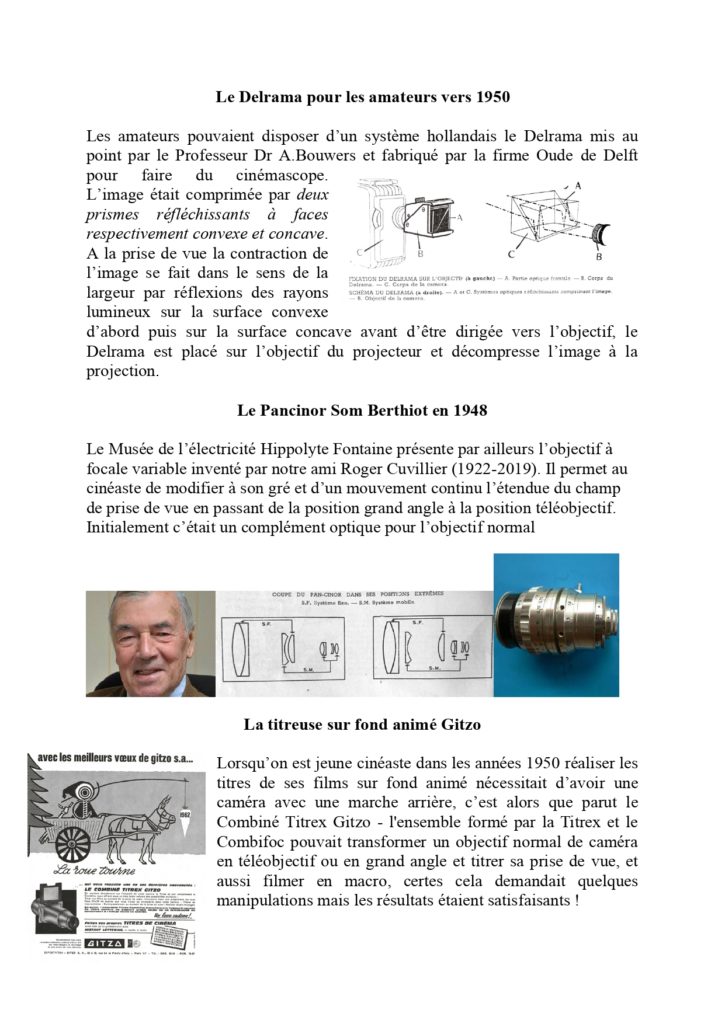
- Objectifs optiques


- Animer les images
- Journées Européennes du Patrimoine 2023
A l’occasion de cette manifestation, le Musée de l’Électricité de Bourgogne a choisi de présenter au public le cinéma, notamment en termes de techniques cinématographiques et de techniques optiques.
De nombreux articles traitent de cette spécialité dans le présent site et les lecteurs voudront bien s’y reporter pour y trouver des informations détaillées.
Les Journées Européennes du Patrimoine qui se sont déroulées les 16 et 17 septembre 2023 ont attiré près de 100 visiteurs.
Plus qu’un long discours, découvrons en photos les détails de l’exposition.





























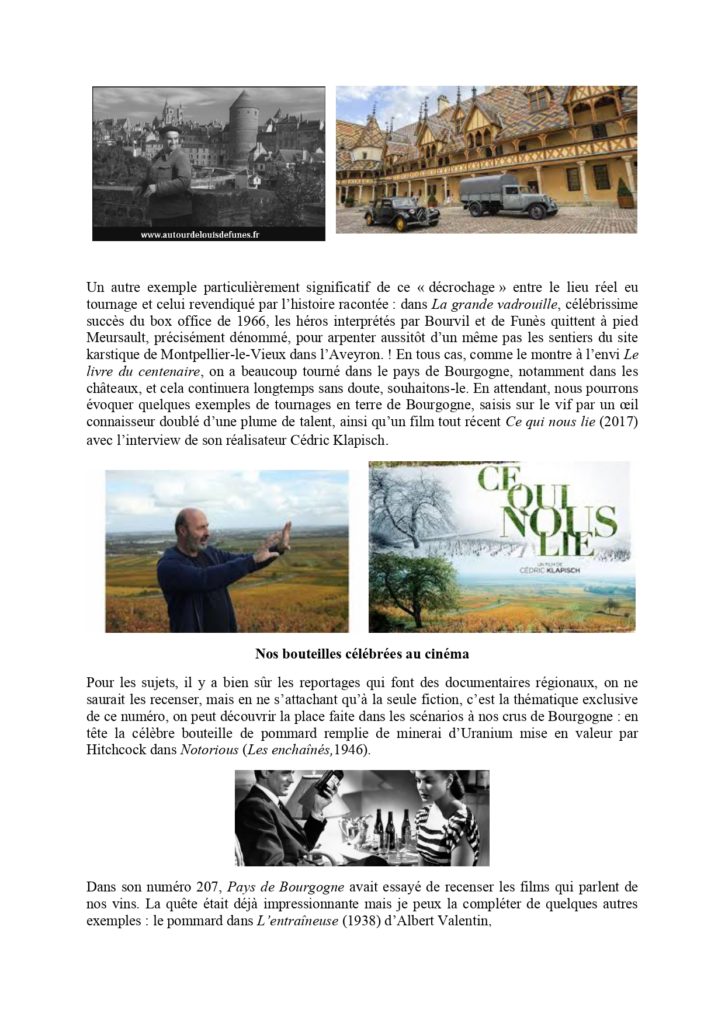
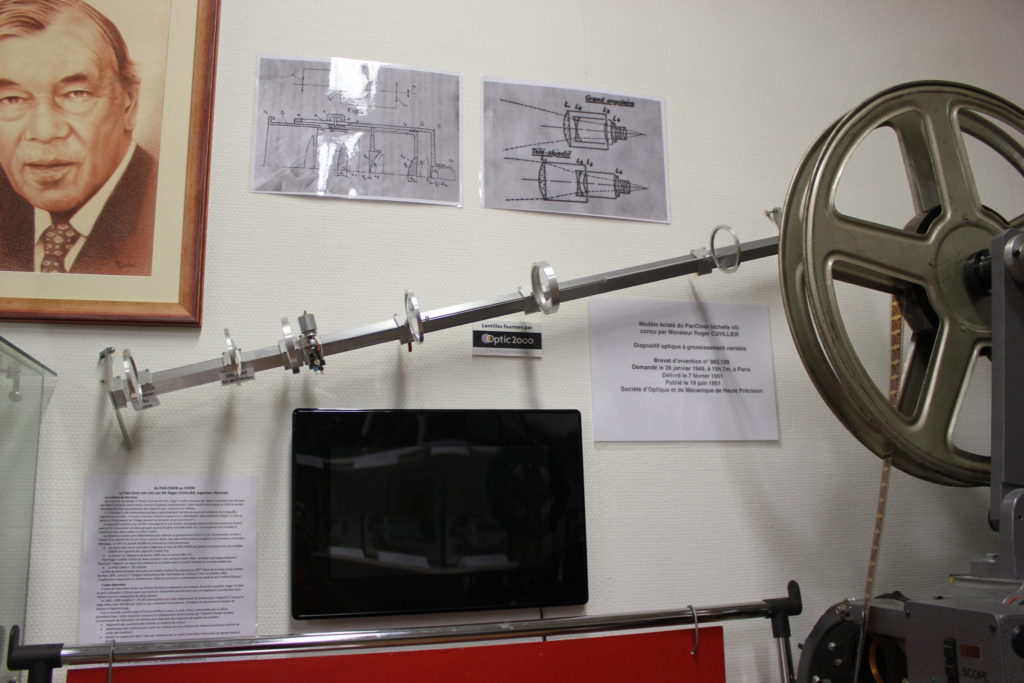
Notons que Michel Jannin a réalisé un PANCINOR, inventé et mis au point par l’ingénieur dijonnais Roger Cuvillier, à l’échelle 5, pour montrer comment fonctionne cet objectif à focale variable plus connu aujourd’hui sous le nom de ZOOM.
Ci-après, l’intégralité des panneaux réalisés par Michel Pauty pour l’exposition
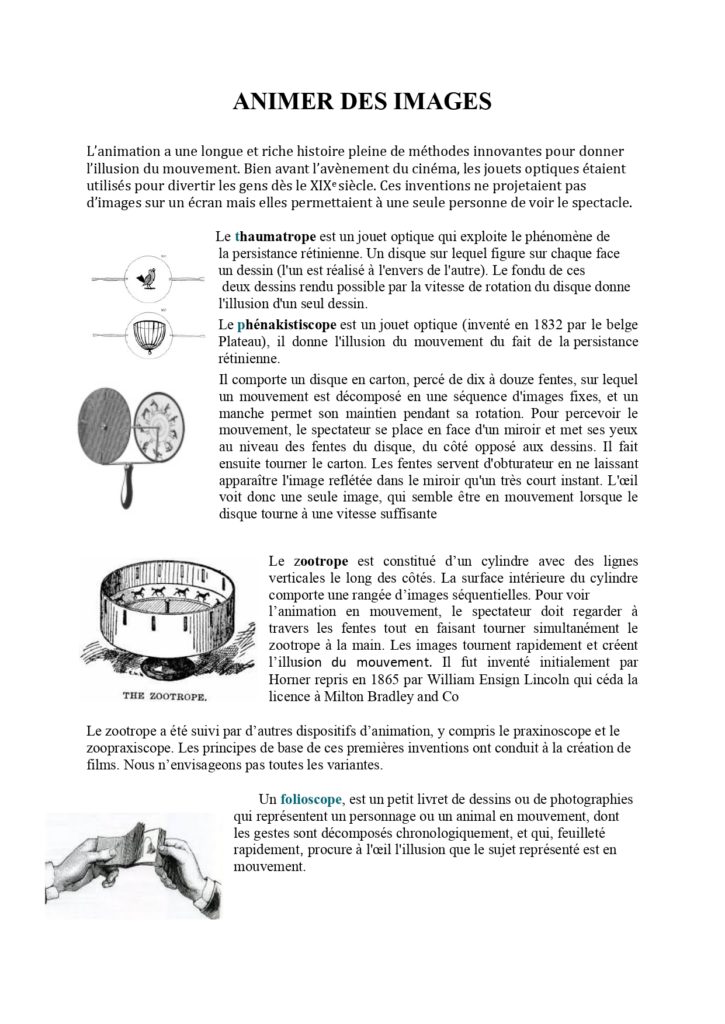
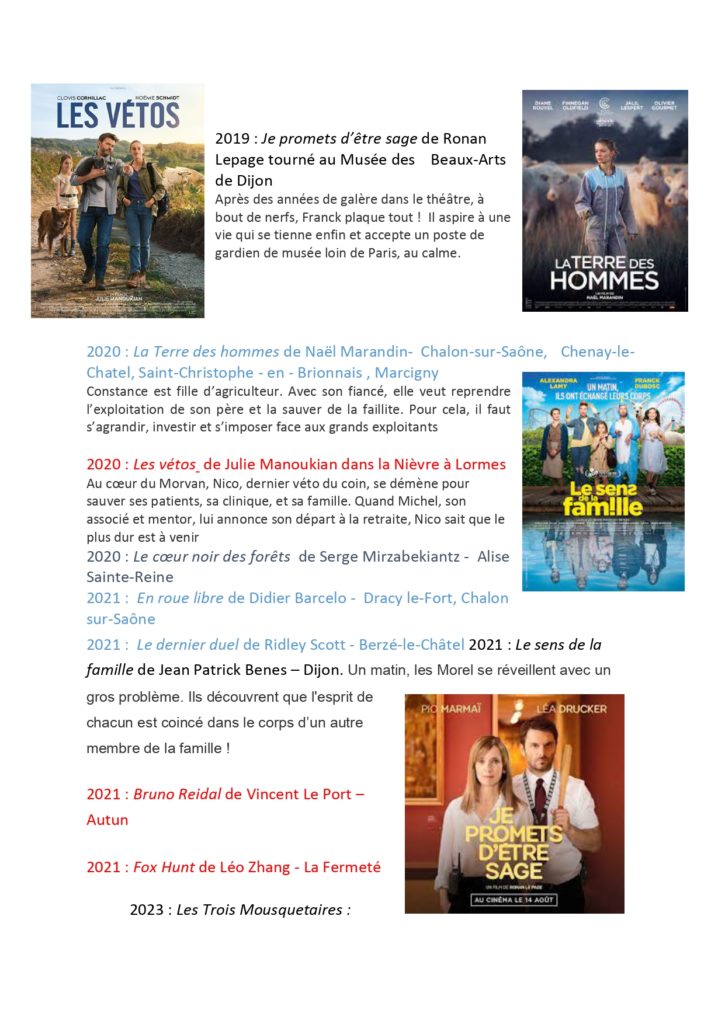
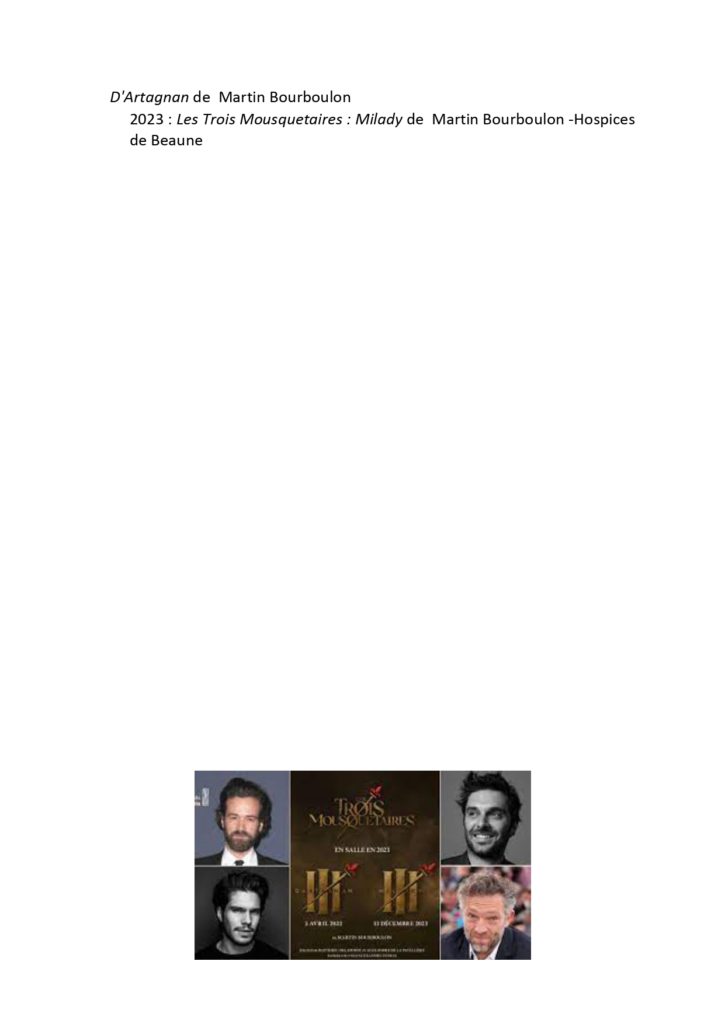
1 – Animer des images
2 – Colette
Désolé, rien trouvé.
3 – Films tournés en Bourgogne
4 – La Bourgogne, pays du cinéma
5 – Les formats du cinéma amateur
6 – Les Pieds Nickelés
Désolé, rien trouvé.
7 – Marcel Jean Massu
Désolé, rien trouvé.
8 – Objectifs optiques
Continuer la lecture →
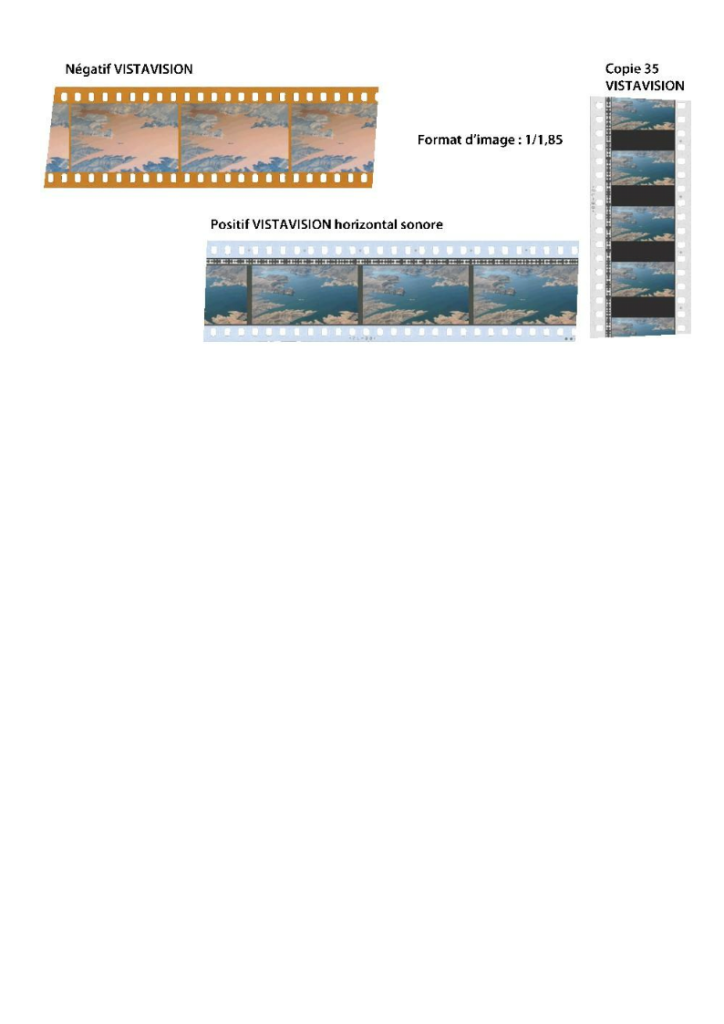
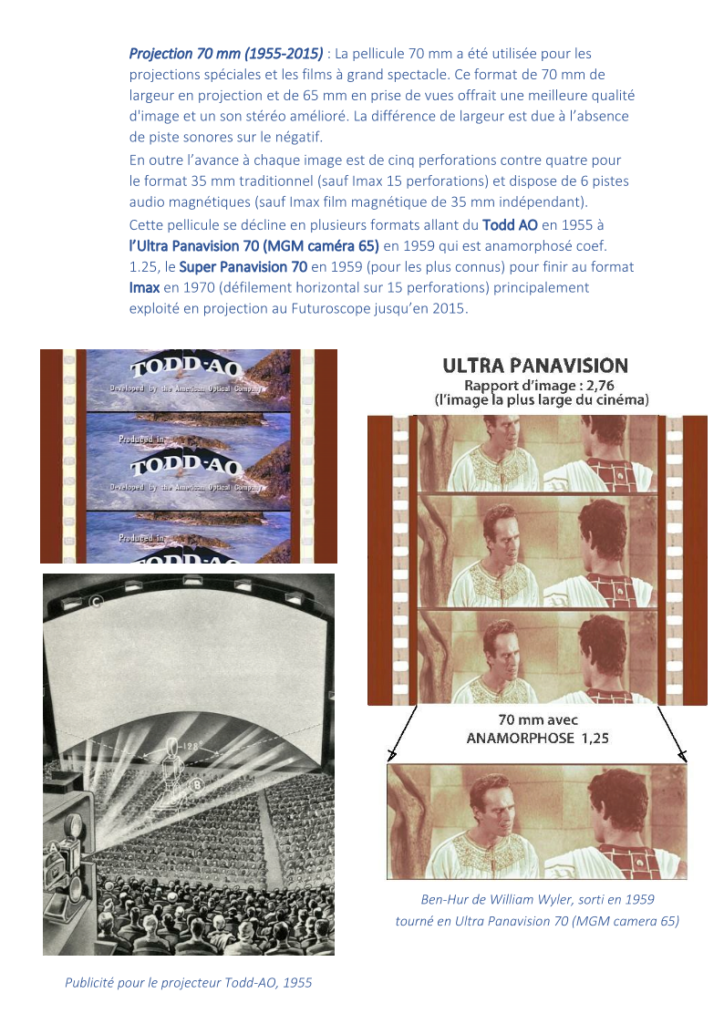
- Évolution des principaux procédés techniques du cinéma argentique
- Actualités
-
Featured

Salon des Séniors 2025
-
Featured
FÊTE DE LA SCIENCE 2024
-
Featured
LA LUMIÈRE D'HIER A AUJOURD'HUI
-
- Articles Techniques
-
Featured
Évolution des disques rigides de lecture et d'enregistrement
-
Featured
De la lampe à huile au bec de gaz : des siècles de lumière
-
Featured
L'évolution des lampes d'éclairage
-